 Fraunhofer-Verbund Light & Surfaces
Fraunhofer-Verbund Light & Surfaces


Mit einer laserbasierten Funktionalisierung lassen sich die spezifischen Eigenschaften von Werkstoffen gezielt einstellen und intrinsische Eigenschaften verändern. Gegenüber integralen Ansätzen wie ofenbasierten Sinterverfahren und thermischen Prozessen zeichnet sich die Laserfunktionalisierung durch eine hohe Ortsauflösung aus, da die Funktionalisierung nur dort erfolgt, wo die Bestrahlung stattfindet. Darüber hinaus ermöglichen laserbasierte Funktionalisierungsverfahren die exakte Deposition der benötigen Energie nur in einem sehr engen Bereich, wie beispielsweise nur in einer 100 nm dicken Schicht. Mit diesen Möglichkeiten haben sich eine Reihe von Prozesstechniken etabliert, die an den Instituten des Fraunhofer-Verbunds Light & Surfaces sowohl unter prozesstechnischen als auch unter systemtechnischen Gesichtspunkten betrachtet werden.
Die Prozesse lassen sich dabei in thermische Verfahren wie:
Laserhärten
Laserbeschichten
sowie in nichtthermische Verfahren, wie:
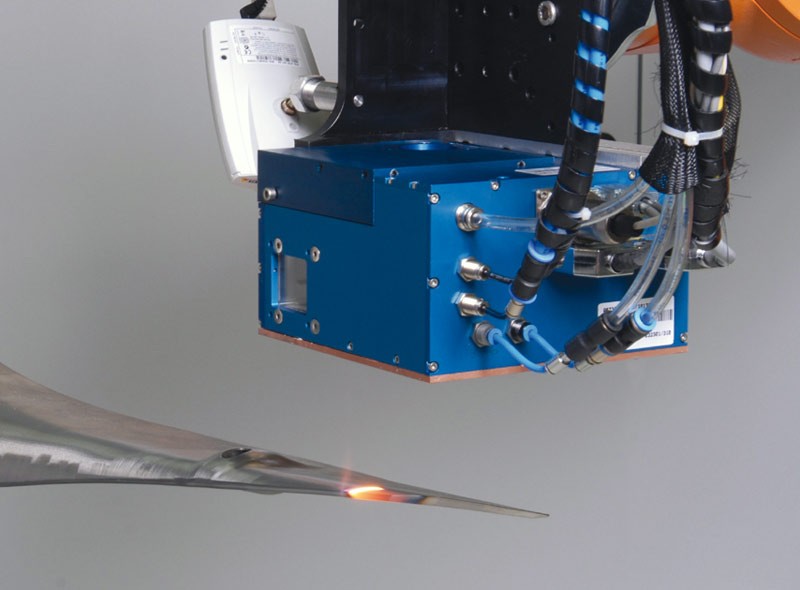
Plasmaspitzen
Photofunktionalisieren
einteilen.
Je nach Verfahren und gewünschter Wirkselektivität werden Laser im tiefen UV (Excimer-Laser und frequenzkonvertierte Laser), Diodenlaser, Festkörperlaser (Faser- und Scheibenlaser) sowie CO2-Laser im langwelligen Infrarot eingesetzt.
Laserstrahlhärten und Wärmebehandeln
Auf Basis einer langjährigen und umfangreichen Erfahrung sowie aufgrund eines vorherrschenden, fachübergreifenden Know-Hows, von der Analyse des Einzelfalls bis hin zur optimalen technologischen Realisierung von Laserbearbeitungsaufgaben, bietet insbesondere das Fraunhofer IWS folgende Leistungen an:
- Entwicklung und Industrieüberführung von Laser-Härteverfahren unter Verwendung lokaler, geregelter Temperaturfelder mit Hochleistungslaser oder Induktion bzw. einer Kombination beider Technologien wie zum Beispiel Laserstrahlhärten oder -wärmebehandeln allgemein, Laserstrahllöten und laserunterstütztem Walzplattieren
- Bearbeitung von Entwicklungs- und Prototypmustern
- Systemtechnische Komponenten für Verfahren unter Verwendung lokaler geregelter Temperaturfelder
Am Fraunhofer ILT werden im Bereich der Wärmebehandlung beispielsweise Verfahren zur Nachbehandlung hochfester Stähle zur Erzeugung besserer Umformbarkeit untersucht. Darüber hinaus fokussieren sich die Arbeiten auf lokale Wärmebehandlungsverfahren. Dabei wird der Werkstoff mittels Laserbestrahlung lokal bis zu einer Temperatur unterhalb der Schmelztemperatur aufgeheizt. Je nach Wandstärke wird nur eine Randschicht oder der gesamte Querschnitt (z. B. bei einem Blech) kurzzeitig erwärmt. Die Aufheizrate, die Maximaltemperatur und die Abkühlrate können über eine Temperaturregelung gezielt eingestellt werden. Anwendungsbeispiele für metallische Werkstoffe sind das Randschichthärten von Bauteilen aus härtbarem Stahl oder Gusseisen, das Entfestigen hochfester Stähle, das Rekristallisieren dünner Bleche sowie das Spannungsarmglühen von additiv hergestellten Bauteilen. Im Bereich nicht-metallischer Werkstoffe sind insbesondere das Kristallisieren von Siliziumschichten sowie das Tempern von transparenten, leitfähigen Materialien zu nennen.
Laser-Beschichten
Bei Bauteilgeometrien, Verschleißfällen und Werkstoffen, bei denen konventionelle Härtetechnologien versagen, bieten Laser-Beschichtungsverfahren vielfach neue Lösungsansätze zur Erzeugung verschleißfester Oberflächen.
Zum thermischen Beschichten von Bauteilen aus Stahl, Leichtmetallen, Keramiken, Beton und anderen Werkstoffen mit Metallen, Hartmetallen und Keramik stehen am Fraunhofer IWS das atmosphärische (APS) und das Flamm- und Hochgeschwindigkeits-Flammspritzen (HVOF und HVAF) mit Pulvern und Suspensionen zur Verfügung. Der Einsatz von Suspensionen an Stelle von Beschichtungspulvern verspricht mehrere Vorteile, darunter die Möglichkeit der direkten Verwendung feindisperser Pulver und somit die Einsparung der Herstellung spezieller Ausgangspulver, aber auch die Herstellung nanostrukturierter Schichten. Darüber hinaus werden prinzipiell Möglichkeiten gesucht, thermisch gespritzte Schichten mit einer Schichtdicke unterhalb 100 μm gut herstellen zu können. Dies könnte dazu beitragen, die technologische Lücke bezüglich der Schichtdicke zwischen CVD / PVD und klassischen Spritzschichten zu schließen.
Laser-Funktionalisierung
Zur Funktionalisierung von Oberflächen setzt das Fraunhofer ILT verschiedene Laserverfahren zur Mikro- und Makrofunktionalisierung ein. Dabei werden Beschichtungen im Dickenbereich von 1 µm bis zu mehreren Millimetern aufgetragen. Bei dünnen Schichten erfolgt der Auftrag zunächst durch ein Druckverfahren mit anschließender Laserfunktionalisierung, bei dickeren Schichten wird der Zusatz in Form von Draht oder Pulver direkt aufgetragen. Schichtwerkstoffe sind Metalle oder metallbasierte Verbünde für dünne Schichten auf Keramik und Glas. Ebenso können Schichtverbunde aufgetragen werden.
Das Fraunhofer IST setzt die Laser-Funktionalisierung als Nachbearbeitung für Oberflächen ein, die mittels Kalt-Plasmaspritzen erzeugt wurden. Bei diesem Verfahren erfolgt das Beschichten mit einem Plasmajet, in den verschiedene Lösungen, Dispersionen oder (Sub-) Mikropulver eingespeist werden. Durch die spezielle Plasmaerzeugung können auch thermolabile Substrate und Naturstoffe beschichtet werden.
Das Fraunhofer IWS bietet neue Methoden und industrietaugliche Systeme zur Herstellung von 2- und 3-dimensionalen Mikro- und Nanostrukturen auf Polymeren, Metallen, Keramiken und Beschichtungen. Zusätzlich zur Topographie können auch die elektrischen, chemischen und mechanischen Eigenschaften periodisch variiert werden.
